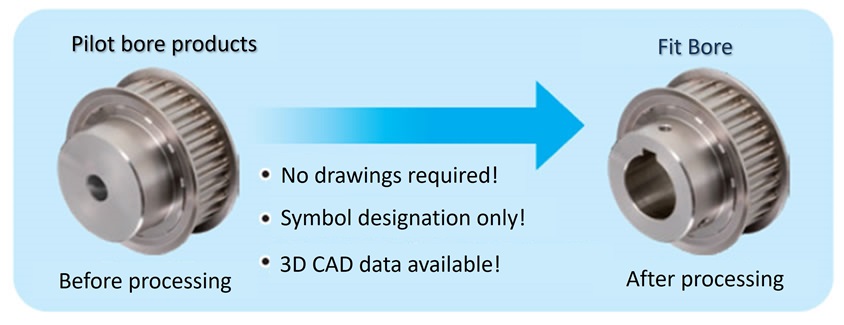
配孔按訂單生產品

- 軸孔、鍵槽、攻絲孔、表面處理的加工規格標準化。
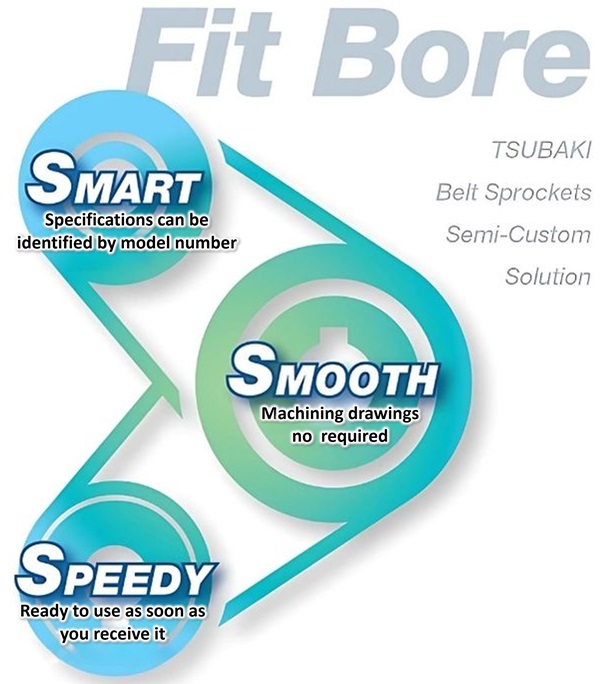
無需再加工,可立即使用。 - *智能:將加工規範符號化。
- *平滑:客戶無需創建加工圖紙即可獲得圖紙數據。
- *快速:開箱即用。
特性
- *對軸孔、鍵、絲錐的加工、表面處理的加工規格進行標準化,僅憑型號即可安排的滑輪。
- *種類 (間距) 可對應P3M (材質:僅鋁)、P5M、P8M、P14M
- * 您可以從配孔圖面庫中查看圖紙中的規格。
加工規格
軸孔加工
| 軸孔公差 | 軸孔直徑 | 倒角量 |
|---|---|---|
|
|
|
- 加工尺寸為整數1mm單位 (英制尺寸除外) 加工
- 椿本標準倒角均為0.5mm
鍵槽加工

| 鍵槽公差 | 鍵槽寬度 |
|---|---|
|
|
- 尺寸符合JIS
- 無鍵槽為“W00”
絲錐加工
| 點擊次數和位置 | 螺絲孔尺寸 |
|---|---|
|
|
- 螺絲孔尺寸與軸孔直徑相對應
- 沒有水龍頭“D0M00”
表面處理

- 無:無
- K:無電解鎳磷鍍
- ※無表面處理以後為空白
- [註]追加加工部分無電鍍。
型號表示例
| PT30P5M15AF | -A | - | H | 020 | N | - | J | 06 | D3 | M06 | |
| | 皮帶輪本體型號 |
| | | | | |
| | | |
| 軸孔直徑 mm |
| | | | | |
| | | |
| 鍵槽寬 mm |
| | | |
| 螺絲孔尺寸 |
|||
| 軸孔公差 |
鍵槽公差 |
攻絲孔加工規格 |
|||||||||
| 材質 -A:鋁合金 無:機械構造用碳素鋼 |
軸孔倒角 | ||||||||||
註意事項
- *鍵槽、絲錐的尺寸符合JIS標準。請客人確認在使用條件下是否可以使用。或者請咨詢本公司。
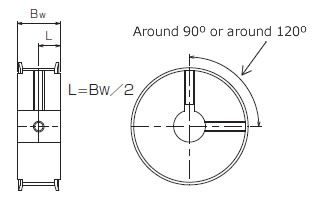
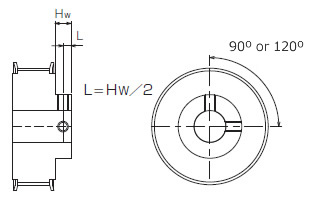
加工規格 (攻絲加工位置)
AF型
BF型
- *對於 AF 型,第二個位置的攻牙角度是一個近似值(由於皮帶輪歯底的加工)。
- *絲錐加工長度較長時,可加工沉孔。
- *絲錐加工規格中,各絲錐孔配有固定螺絲。
固定螺絲規格
- 附六角孔,楔形尖端型・鋼制。
- 主體為電鍍規格時,安裝不鏽鋼制固定螺絲。

