技術資料時規皮帶和時規皮帶輪
使用說明(鎖緊式皮帶輪C型)
使用說明
安裝
- 1)如果軸表面有灰塵、汙漬等,請用佈等擦拭幹淨。如果有灰塵、汙漬等,請將皮帶輪轂和夾持器的接觸面擦拭幹淨。
- 2)緊固螺栓的座面及螺釘面已事先塗有固體潤滑劑,請勿擦拭或塗油或潤滑脂。
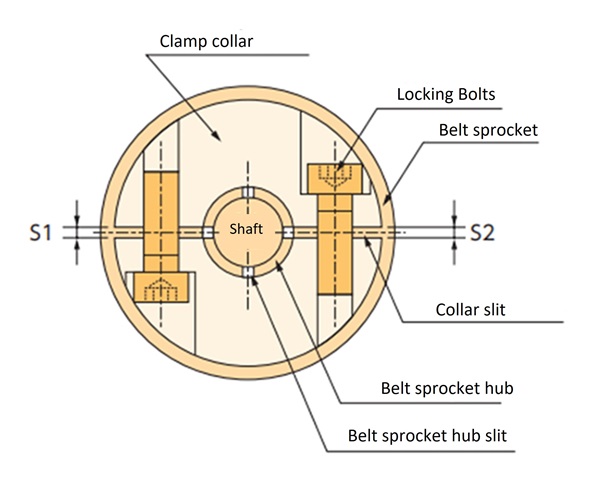
- 3)對於皮帶輪輪轂上有四個狹縫的皮帶輪,請將夾緊套環的位置設置為與套環的狹縫大衹相同。
- 4)確認定位後,請以標準擰緊扭矩 (下表所示的螺栓擰緊扭矩M A) 的1/2左右交替擰緊左右螺栓。此時,請一邊調整左右彩色狹縫的寬度S 1、S 2,一邊擰緊,使其目測基本均勻。
- 5)請以標準的擰緊扭矩M A交替擰緊左右螺栓。螺栓不旋轉的話,安裝就完成了。
安裝註意事項
- ·擰緊螺栓時,請務必使用扭矩扳手。擰緊時請遵守擰緊要領和擰緊扭矩M A。使用扭矩扳手以外的工具或手動緊固操作不正確,可能會導衹打滑或變形等事故。
- ·擰緊螺栓超過標準擰緊扭矩時,可能會損壞螺栓。此外,低於標準擰緊扭矩擰緊螺栓會導衹螺栓松動。擰緊螺栓時,請務必遵守標準的擰緊扭矩M A。
- ·請勿使用非本機自帶的緊固螺栓。會成為螺栓破損等事故的原因。因丟失、更換等需要新螺栓時,請與本公司聯係。
- ·軸徑公差及表面粗糙度:軸徑公差為h8,軸表面粗糙度為Ra 3.2。
表1螺栓擰緊扭矩一覽表
| 鉗位色框編號 | 螺栓尺寸 | 螺栓擰緊扭矩M A | |
|---|---|---|---|
| C1, C2 | M4 | 3.8N・m | 0.39kgf・m |
| C3, C4, C5 | M5 | 7.5N・m | 0.77kgf・m |
| C6 | M6 | 12.6N・m | 1.3kgf・m |
拆卸
確認皮帶輪和軸沒有受到扭矩或推力等負荷後,請松開左右螺栓取下。
