技術資料時規皮帶與時規皮帶輪設計數據
皮帶輪與軸的連接
(1)按鍵鎖定方法
使用下表所示的軸孔和軸配合尺寸公差以及鍵槽公差進行鎖定的常用方法。
請參考皮帶輪配孔此配合孔具有標準化的軸孔、鍵槽和絲錐加工,只需提供型號即可訂購。
- ·使用鋁制皮帶輪時,請在鍵槽面壓80N/mm2以下且單向旋轉時使用。
- - 正反轉使用時,請使用鎖緊式皮帶輪。
(2)一種摩擦力緊固方法
軸孔尺寸和公差
軸孔和軸配合尺寸公差 (JIS B0401)
| 尺寸範圍mm | 軸孔尺寸公差 | 軸尺寸公差 | ||
|---|---|---|---|---|
| H7 | H8 | h7 | h8 | |
| 大於3小於6 | + 12~0 | + 18~0 | 0~-12 | 0~-18 |
| 大於6小於10 | + 15~0 | + 22~0 | 0~-15 | 0~-22 |
| 大於10小於18 | + 18~0 | + 27~0 | 0~-18 | 0~-27 |
| 大於18小於30 | + 21~0 | + 33~0 | 0~-21 | 0~-33 |
| 大於30小於50 | + 25~0 | + 39~0 | 0~-25 | 0~-39 |
| 大於50小於80 | + 30~0 | + 46~0 | 0~-30 | 0~-46 |
| 大於80小於120 | + 35~0 | + 54~0 | 0~-35 | 0~-54 |
鍵槽尺寸和公差
下面列出了配孔軸孔成品的典型尺寸和公差,供您參考。
新JIS密鑰Js9
| 軸孔直徑 | 關鍵尺寸 | 鍵槽深度 d+hk |
溝槽尺寸容許公差 bk |
|---|---|---|---|
| 10以上12以下 | 4×4 | d + 1.8 | 4±0.0150 |
| 大於12小於17 | 5×5 | d + 2.3 | 5±0.0150 |
| 大於17小於22 | 6×6 | d + 2.8 | 6±0.0150 |
| 大於22小於30 | 8×7 | d + 3.3 | 8±0.0180 |
| 大於30小於38 | 10×8 | d + 3.3 | 10±0.0180 |
| 大於38小於44 | 12×8 | d + 3.3 | 12±0.0215 |
| 大於44小於50 | 14×9 | d + 3.8 | 14±0.0215 |
| 大於50小於58 | 16×10 | d + 4.3 | 16±0.0215 |
| 大於58小於65 | 18×11 | d + 4.4 | 18±0.0215 |
| 大於65小於75 | 20×12 | d + 4.9 | 20±0.0260 |
| 大於75小於85 | 22×14 | d + 5.4 | 22±0.0260 |
| 大於85小於95 | 25×14 | d + 5.4 | 25±0.0260 |
舊JIS密鑰E9
| 軸孔直徑 | 關鍵尺寸 | 鍵槽深度 d+hk |
溝槽尺寸容許公差 bk |
|---|---|---|---|
| 10以上13以下 | 4×4 | d + 1.5 | 4 +0.050 |
| 大於13小於20 | 5×5 | d + 2.0 | 5 +0.050 |
| 大於20小於30 | 7×7 | d + 3.0 | 7 +0.061 |
| 大於30小於40 | 10×8 | d + 3.5 | 10 +0.061 |
| 大於40小於50 | 12×8 | d + 3.5 | 12 +0.075 |
| 大於50小於60 | 15×10 | d + 5.0 | 15 +0.075 |
| 大於60小於70 | 18×12 | d + 6.0 | 18 +0.075 |
| 大於70小於80 | 20×13 | d + 6.0 | 20 +0.092 |
| 大於80小於95 | 24×16 | d + 8.0 | 24 +0.092 |
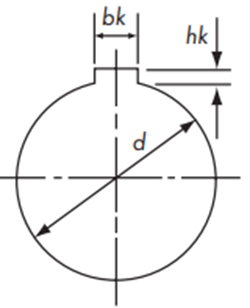
希望進行鍵槽加工時,請註明尺寸及容許公差。
沒有指示時,按照上表的容許公差進行加工。
皮帶輪的表面處理
根據用途可進行各種表面處理,敬請考慮。
| 表面處理類型 | 效果 | 適用材質 |
|---|---|---|
| 染成黑色 | 防銹裝飾 | 機械結構碳鋼 |
| 電鍍鋅 | 防銹裝飾 | 機械結構碳鋼 |
| 無電解鎳磷鍍 | 防銹裝飾 | 機械結構碳鋼 |
| 陽極氧化鋁 | 防銹 | 鋁合金 |
| 硬陽極氧化鋁 | 防銹、耐磨 | 鋁合金 |
標準庫存品的追加加工
加工時規皮帶輪孔的最佳方法是夾持齒輪的外徑,但對於標準皮帶輪,齒輪的外徑和輪轂的外徑經過精密加工,使其完全同心,因此我們建議在加工軸孔時夾持輪轂的外徑。
另外,加工DF型皮帶輪時,法蘭會轉動,為了防止轉動,請在攻絲孔中插入固定螺絲進行加工。

BF型狀的卡盤示例

請絕對避免法蘭部分的夾緊。
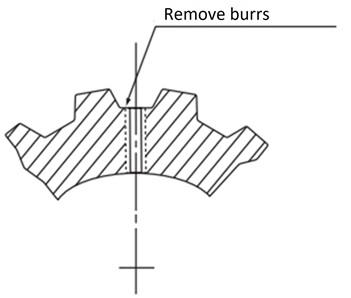
絲錐加工
加工歯底時,請務必去除毛邊。小心,毛邊會損壞皮帶。 (對於帶有輪轂的皮帶輪,敲擊輪轂。)