技術資料時規皮帶和時規皮帶輪
使用說明(鎖緊式皮帶輪S型和 S 型鍍層規格)
安裝
- 1) S型規格時
請擦去軸表面的灰塵,薄薄地塗上油或潤滑脂。(不能使用含有鉬類減磨劑的東西。)
拔下套筒的緊固螺栓,將皮帶輪及套筒接觸面擦拭幹淨,塗上潤滑油或潤滑脂。
也請塗在緊固螺栓的螺絲部及座部。通過塗油或潤滑脂可獲得穩定的螺栓緊固力,請務必塗抹。
不塗抹時,可能會導致傳遞扭矩不足或螺栓松動。 - 2) S型電鍍規格時
請將軸表面的灰塵、油分完全擦拭乾淨。拔下套筒的緊固螺栓,將皮帶輪及套筒接觸面擦拭幹淨。
不需塗油或潤滑脂,請勿使用。
另外,為了獲得與塗用油或潤滑脂相同的效果,事先在螺栓上塗有特殊塗層,請勿塗抹。 - 3) 輕輕擰緊固定螺栓,使套筒處於臨時組裝狀態。
- 4)用手輕輕地將你在步驟 3 中臨時組裝的鎖緊式皮帶輪推入指定位置。
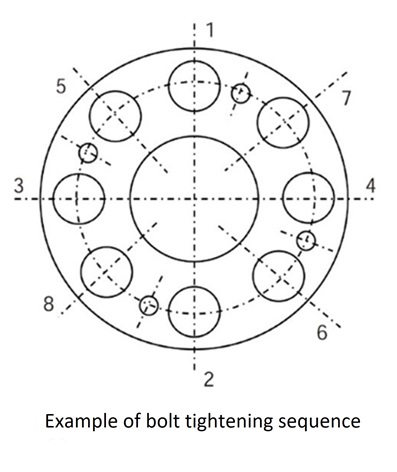
- 5) 請按額定擰緊扭矩M A的1/4,按對角線上的順序均勻擰緊螺栓。
- 6) 將擰緊扭矩提高到M A的1/2,然後按照5) 中的方法擰緊。
- 7) 將擰緊扭矩提高到額定值,然後按照5)、6) 中的方法擰緊。
- 8) 請以額定擰緊扭矩,沿圓周方向依次擰緊所有擰緊螺栓。請重復這個數次。
所有擰緊螺栓以額定擰緊扭矩完全擰緊後安裝完成。
安裝註意事項
- ·擰緊螺栓時,請務必使用扭矩扳手。擰緊時請遵守擰緊要領和擰緊扭矩M A。使用扭矩扳手以外的扳手或手動緊固作業不正確,可能會導衹打滑或變形等事故。
- ·扭矩大於擰緊扭矩時擰緊螺栓會導衹螺栓損壞。擰緊扭矩以下會導衹螺栓松動,因此請務必使用標準的擰緊扭矩M A擰緊。
- ·請勿使用非本機自帶的緊固螺栓。會成為螺栓破損等事故的原因。因丟失、更換等需要新螺栓時,請與本公司聯係。
拆卸
- 1) 確認皮帶輪和軸沒有受到扭矩等負荷後,依次松開緊固螺栓並拔出。
- 2) 將拔出的螺栓放入拆卸用螺釘孔內,均勻擰緊,鎖定狀態解除。
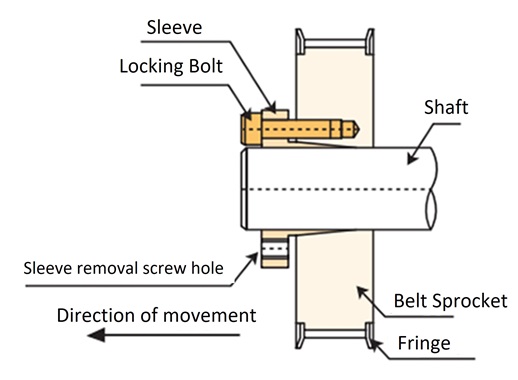
螺栓緊固時的皮帶輪移動
安裝鎖定系列S型時,從最初固定到最終擰緊,帶輪沿軸向移動0.5mm~1.0mm。
因此,在對中時,請預先估計皮帶輪移動量進行安裝。
皮帶輪的移動方向請參照右圖。
一般說明
- 1) 允許的傳動扭矩:選擇負載扭矩,使得產生的最大扭矩乘以使用係數始終等於或小於傳動扭矩。
- 2) 軸徑公差和表面粗糙度:軸徑公差為h8,軸表面粗糙度為Ra 3.2。
- 3) 安裝在帶鍵槽的軸、D型軸上
安裝在電機軸等已加工鍵槽的軸或D型軸上時,容許傳遞扭矩會減少10%。 - 4) 安裝在拋光棒鋼上
安裝在保證了機械性能的拋光棒鋼 (拉拔材料尺寸容許直徑8級~10級) 上時,容許傳遞扭矩會減少10%。 - 5) 軸材請使用S35C以上的實心軸材。
- 6) 工作溫度範圍:-15°C至80°C (鋁:0°C至50°C)
- 7)擰緊螺栓時務必使用扭力扳手。
(請務必按照您所使用扭力扳手的使用使用說明書正確使用。)
[無鍍鋁] 螺栓和擰緊扭矩M A
| 套筒編號 | 螺栓尺寸 | 螺栓擰緊扭矩 N・m{kgf・m} |
|---|---|---|
| S1 | M4x16 | 4.2 {0.43} |
| S2 | M5x18 | 8.3 {0.85} |
| S3, S4 | M5x20 | |
| S5 | M5x22 | |
| S6 | M6x25 | 16.8 {1.71} |
| S7 | M8x30 | 40.5 {4.13} |
[電鍍規格] 螺栓與擰緊扭矩M A
| 套筒編號 | 螺栓尺寸 | 螺栓擰緊扭矩 N・m{kgf・m} |
|---|---|---|
| S1 | M4x16 | 3.4 {0.35} |
| S2, S3, S4 | M5x20 | 6.8 {0.69} |
| S5 | M5x25 | |
| S6 | M6x25 | 13.6 {1.39} |
| S7 | M8x30 | 32.8 {3.35} |