技術資料聯軸器處理
不鏽鋼系列滾子鏈聯軸器
- 1.在外殼上使用時,將油封裝在左右任一鏈輪上,使油封的脣部方向朝齒部一側。
(垂直安裝時,請在上側的鏈輪上安裝油封。)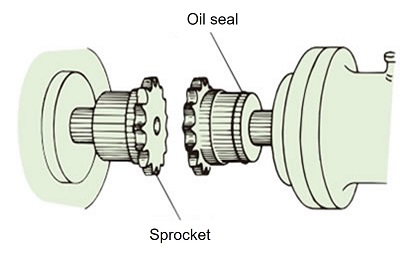
- 2. 將鏈輪側面與鏈輪緊密接觸,以修正角度誤差和偏心。
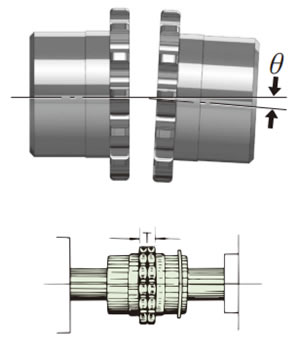
調整角度,使齒邊長 T 在圓週上相等。
允許的磁偏角(角度誤差)θ ≤ 1°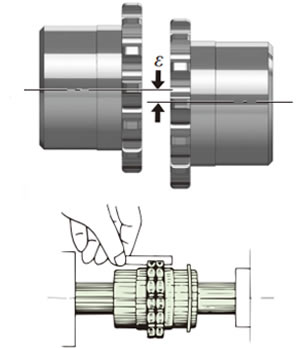
將直的東西抵住歯底,確保歯底沒有錯位。
允許的偏心率(平行度誤差)ε =鏈節距的 2% 或更小(請參閱下表中的數值)型號 CR4012 CR4014 CR4016 CR5014 CR5016 CR5018 CR6018 CR6022 CR8018 CR8022 CR10022 CR12018 CR12022 容許偏心 (平行誤差) (ε) mm 0.254 0.254 0.254 0.318 0.318 0.318 0.381 0.381 0.508 0.508 0.635 0.762 0.762 允許角度偏差(角度誤差)(θ)° 1 1 1 1 1 1 1 1 1 1 1 1 1 允許內射 (軸向位移) mm S±0.68 S±0.68 S±0.68 S±0.88 S±0.88 S±0.88 S±1.02 S±1.02 S±1.32 S±1.32 S±1.52 S±2.02 S±2.02 - 3.兩個鏈輪之間為S尺寸 (參照尺寸表),用固定螺釘固定鏈輪。
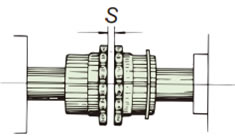
- 4. 在兩個鏈輪之間的 S 尺寸區域以及齒輪上塗抹潤滑脂。
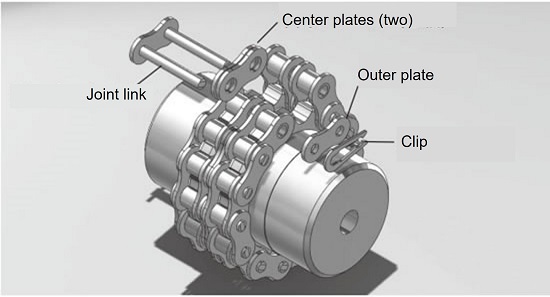
接下來,在鏈條上塗抹潤滑脂,然後將其纏繞在鏈輪上,留出鏈輪之間的距離(尺寸表中的尺寸 S),然後進行安裝。將鏈條纏繞在鏈輪上。將連接鏈節插入1列。
插入兩塊中間板。將連接環插入鏈條的第二排。將外側板插入從鏈條伸出的連接環中,並裝上C型夾。
- 5.使用表殼時,在表殼兩側加入潤滑脂,用螺栓將表殼兩側牢固地安裝到鏈輪上。剛運行時會有輕微的潤滑脂泄漏,但很快就會穩定下來。如果泄漏沒有停止,請檢查安裝是否有問題。
