大型输送鏈條智慧更換系列技術資料
安裝、拆卸前
註意事項
- ·更換鏈輪或替牙的操作可能會破壞重量平衡,導衹軸旋轉或鏈輪或替牙掉落。請在確實支撐、固定的狀態下進行作業。此外,請確保有安全的工作場所和足夠的工作人員。
- ·拆下環形替換齒類型、塊替換齒類型時,因搬運物的固定或腐蝕等不可避免地燒斷螺栓等時,請使用銼刀、砂輪機等清除安裝底座座面的劃痕、附著物等。將直徑小於螺栓的墊片 (桿) 放在螺栓上並用錘子敲擊以便於取出。
- ·特別是重量大的尺寸的鏈輪和替牙,設置了吊孔或者螺栓用的絲錐。請用吊帶或鋼絲等切實固定。
- ·請充分清潔軸的鏈輪安裝部及鏈輪本體的分割部、安裝底座。如果出現劃痕、腐蝕、搬運部分粘連等情況,請使用銼刀、砂輪機等將其除去,使其平滑。
安裝、拆卸步驟
1.分區類型
安裝步驟
- 1.請在軸的安裝部組合分割後的鏈輪。
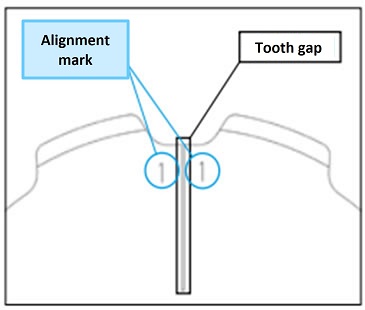
此時,請配合齒部的配合標記,使之一衹。 - 2.組合分割後的鏈輪時,輪轂部的安裝面沒有間隙,齒部的安裝面有間隙,但在嚙合時不存在功能上的問題。
- 3.請使用附帶的彈簧墊圈,用扭矩扳手可靠地擰緊螺栓。
- 4.安裝到軸上時,請確保分割面之間沒有錯位。
請使用附帶的彈簧墊圈將螺栓固定均勻。
擰緊扭矩如下表所示。
| 螺栓尺寸 | M8 | M10 | M12 | M14 | M16 | M20 | M24 | M30 |
|---|---|---|---|---|---|---|---|---|
| 擰緊扭矩 [N・m] | 34 | 68 | 118 | 186 | 289 | 568 | 980 | 1960 |
※請使用鏈輪附帶的專用螺栓。
※使用以適當擰緊扭矩在一般環境下不易松動的高張力螺栓,
受到較大振動等擔心松動時,請同時使用防松軟劑等防止松動。
2.環形替換齒型
安裝步驟
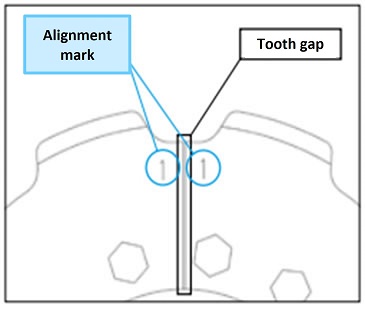
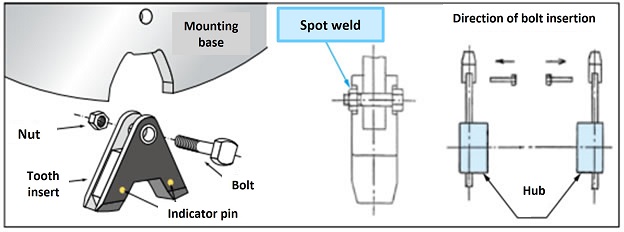
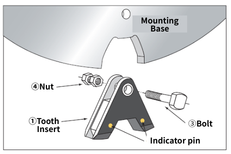
- 1.請將替牙設置在安裝面上,使配合標記一衹,並用螺栓、彈簧墊圈、螺母臨時緊固。
- 2.調整安裝間隙使其均勻。間隙標準為1~3mm。此間隙在嚙合時沒有功能問題。
- 3. 安裝後,調整歯底的高度,使它們齊平。
- 4.螺栓、螺母的安裝
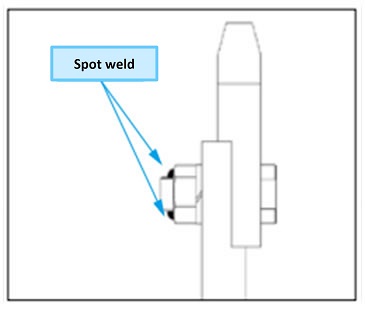
點焊接安裝規格時
請在所有螺母上進行松緊點焊接。請在所有螺母上進行2處緩止點焊接。鏈輪設想在振動、腐蝕、衝擊、腐蝕環境等惡劣條件下使用。擰緊扭矩如下表所示。螺栓尺寸 M8 M10 M12 M14 M16 M20 M24 M30 擰緊扭矩 [N・m] 34 68 118 186 289 568 980 1960 ※請使用替牙附帶的專用螺栓、螺母、墊圈。
對於HARDLOCK Nut安裝規範
將HARDLOCK Nut完全旋緊,確保均勻旋緊。
為了更牢固地擰緊,請使用扭力扳手。
擰緊扭力如下表所示。尺寸 凸螺母 (下螺母) 凹螺母 (上螺母) 部件結構參考圖 緊固扭矩
※單位為 [N・m]緊固扭矩
※單位為 [N・m]環形替換齒 M10 39 18~24 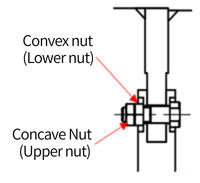
M12 68 27~39 M14 110 40~58 M16 170 70~100 M20 330 120~200 M24 570 160~300 M30 1130 270~440 *請使用替換齒隨附的專用螺栓、HARDLOCK Nut和墊圈。
用記號筆畫一條線,使螺栓頭、HARDLOCK Nut、墊圈和替換齒在一條直線上連接起來。※鏈輪可考慮在振動、衝擊、腐蝕環境等惡劣環境下使用。
由此,螺栓及螺母可能會變得容易松動,因此請對所有安裝部件進行松動確認標記。
移除程序
- 1.取下替牙時,請用砂輪機等去除點焊。
- 2.請拔下螺栓,取下替牙。取下螺母時,如果因搬運物的固定或鏈輪的腐蝕等原因無法取下,不得不採取燒毀螺栓等措施時,請使用銼刀、砂輪機等清除安裝面底座表面的劃痕、附著物等。
- ◎用HARDLOCK Nut取代點焊時
- 1.請用研磨機等去除防止螺母松動的點焊。
- 2.各齒部用螺栓和螺母安裝。
松開各螺母後取下,請確實固定,以免齒部掉落。
特別是重量較大的尺寸設有吊孔或眼螺栓用絲錐,請使用吊帶或鋼圈等確實固定。 - 3.請拔下螺栓,取下替牙。
- 4.請同樣取下剩下的替牙。
- ※取下螺母時,由於搬運物的固定或鏈輪的腐蝕等原因,可能會出現螺母難以取下的情況。
應對螺栓進行燒斷等處理,若螺栓、螺母的座面有傷痕、附著物等,請務必擦洗,
使用研磨機等將其磨平。
螺栓、螺母的座面是替換齒圈系列鏈輪構造上的重要要素。
3.塊狀替換齒型
安裝步驟
- 1.請用刮刀等將專用粘合劑 (附屬) 塗抹在替牙的整個安裝部位。
- 2.將替牙裝入安裝底座時,請確認安裝底座的底部與替牙接觸。
- 3.確認接觸後,請用附帶的螺栓、螺母擰緊。
註)用於鬥式提升機時,請從傳送帶的內側向外側裝入螺栓。
- 4. 所有螺帽都應採用點焊或HARDLOCK Nut固定,以防止鬆脫。
點焊接安裝規格時
確認接觸後,請用附帶的螺栓、螺母擰緊。
使用於鬥式提升機時,請從傳送帶內側向外側裝入螺栓。易於操作和檢查。
請使用扭力扳手擰緊螺栓。其擰緊扭矩如下表所示。
確認接觸良好後,請用隨附的螺栓和螺帽擰緊。
與斗式提昇機配合使用時,應從輸送機的內側向外側安裝螺栓。
這樣可以簡化工作和檢查,並防止與附件發生干涉。
擰緊螺栓和螺帽時,請使用扭力扳手。
擰緊扭力如下表所示。
確認接觸後,請用附帶的螺栓、螺母擰緊。
使用於鬥式提升機時,請從傳送帶內側向外側裝入螺栓。易於操作和檢查。
請使用扭力扳手擰緊螺栓。其擰緊扭矩如下表所示。
| 螺栓尺寸 | M8 | M10 | M12 | M14 | M16 | M20 | M24 | M30 |
|---|---|---|---|---|---|---|---|---|
| 擰緊扭矩 [N・m] | 34 | 68 | 118 | 186 | 289 | 568 | 980 | 1960 |
※請使用替牙附帶的專用螺栓螺母。
對於HARDLOCK Nut安裝規範確認接觸良好後,請用隨附的螺栓和螺帽擰緊。
與斗式提昇機配合使用時,應從輸送機的內側向外側安裝螺栓。
這樣可以簡化工作和檢查,並防止與附件發生干涉。
擰緊螺栓和螺帽時,請使用扭力扳手。
擰緊扭力如下表所示。
| 尺寸 | 凸螺母 (下螺母) | 凹螺母 (上螺母) | 部件結構參考圖 |
|---|---|---|---|
| 緊固扭矩 ※單位為 [N・m] |
緊固扭矩 ※單位為 [N・m] |
環形替換齒 | |
| M10 | 39 | 18~24 | |
| M12 | 68 | 27~39 | |
| M14 | 110 | 40~58 | |
| M16 | 170 | 70~100 | |
| M20 | 330 | 120~200 | |
| M24 | 570 | 160~300 | |
| M30 | 1130 | 270~440 |
*請使用替換齒附帶的專用螺栓和HARDLOCK Nut。
5.請就這樣放置約24小時,讓粘合劑幹燥。
移除程序
- 1.取下替牙時,請用砂輪機等去除點焊。
- 2.請拔下螺栓,取下替牙。取下螺母時,如果因搬運物的固定或鏈輪的腐蝕等原因無法取下,不得不採取燒毀螺栓等措施時,請使用銼刀、砂輪機等清除安裝面底座表面的劃痕、附著物等。
- 3.請拔下螺栓,取下替牙。在進行作業時,請註意不要在拔出螺栓的時候,替換牙掉下來。
- 用HARDLOCK Nut代替點焊時
- 1.替牙是用研磨機等去除螺母的緩止點焊接,松開螺母取下來。
松開螺母前,請確認松開對象的替牙時是否確實支撐、固定,以免其掉落,確保安全的作業場所和足夠的作業人員後再進行作業。 - 2.取下螺母時,如果因搬運物的固定或鏈輪的腐蝕等原因無法取下,只好採取燒斷螺栓等措施,則可能是安裝底座座面的損傷、附著物等,請使用銼刀、研磨機等將其除去。
- 3.請拔下螺栓,取下替牙。請一邊註意不要突然掉下替換牙,一邊實施作業。
Checker's eye檢查
Checker's eye功能可讓您一眼判斷何時需要更換鏈輪。欲了解更多信息,請點擊此處。
請依照以下步驟檢查Checker's eye:
1.檢查程序
- 1. 如果鏈輪側面有任何殘留物,請將其清除,以便可以看到Checker's eye。
- 2. 使用極限是當磨損物接觸到Checker's eye時。
- - 每個鏈輪的齒上有兩個位置(大約在 0° 和 180° 處)嵌入了Checker's eye。
- ・ Checker's eye的位置因型號而異。對於軸孔經過加工的產品,一個定位銷嵌在靠近鍵槽的齒部。
2.註意事項
- ・磨損部位接觸到Checker's eye後繼續使用,會迅速加速磨損,也會影響鏈條的磨損,因此請盡快更換。
- - 如果鏈輪齒面的磨損超過 20%,即使尚未接觸到Checker's eye,也應更換鏈輪。此外,如果在磨損超過 20% 之前確認磨損,也應重新調整鏈輪的位置。
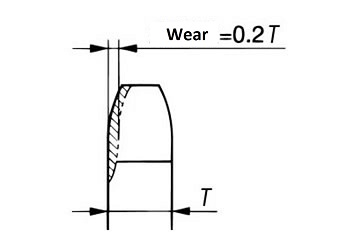
牙齒側面磨損
