技術資料聯軸器處理
夹爪式挠性L系列聯軸器搬運
底孔產品
1.軸孔加工、鍵槽加工
在對底孔產品進行鑽孔和鍵槽加工時,請依照下列步驟操作。
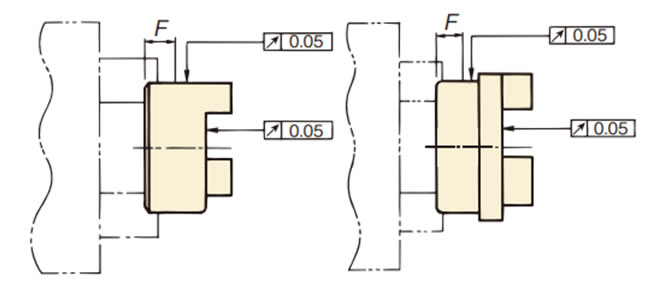
- (1) 請固定輪轂外徑,如圖1所示進行對中加工。
燒結式輪圈和電鍍式輪圈使用經過高溫熱處理的燒結鐵合金材質,切割工具的刀具部分建議使用(JIS記號9-20、K-01)的超硬材質。 (L190和L225為鑄鐵。) - (2)鍵槽的加工位置應避開爪狀結構。表4列出了建議的螺絲孔尺寸和位置。
- (3)對於軸孔加工公差,我們建議採用表 5 所示的鬆配合配合公差。避免採用會產生內部拉應力的安裝方法,例如壓入配合動力鎖。
圖1.軸孔加工圖
| 配合 | 配合 | 配合 | |||
|---|---|---|---|---|---|
| 軸公差 | 孔公差 | 軸公差 | 孔公差 | 軸公差 | 孔公差 |
| h6 h7 |
H7 | j6 j7 |
G7 | k6 k7 |
F7 |
| 燒結輪轂型,電鍍規格 | 鋁輪轂型 | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 尺寸 | L035 | L050 | L070 | L075 | L090 | L095 | L099 | L100 | L110 | L150 | L190 | L225 | L050A | L070A | L075A | L090A | L095A | L100A | L110A | |
| L035F | L050F | L070F | L075F | L090F | L095F | L099F | L100F | L110F | L150F | L190F | L225F | |||||||||
| 螺絲孔尺寸 | M3 | M4 | M5 | M5 | M6 | M6 | M6 | M6 | M8 | M8 | M8 | M8 | M4 | M5 | M5 | M6 | M6 | M6 | M8 | |
| F(mm) | 3.0 | 8.00 | 9.5 | 10.5 | 10.5 | 12.5 | 13.5 | 12.5 | 20.5 | 17.5 | 25.5 | 25.5 | 8.0 | 9.5 | 10.5 | 10.5 | 10.5 | 17.0 | 20.5 | |
2.安裝
- (1)在兩個軸上放置輪轂和鍵。此時,請勿敲打輪轂或按鍵。鍵請好好磨合。
- (2) 固定螺絲請固定在兩個地方。
- (3) 將刀片插入輪轂的一側。
- (4) 裝配兩個輪轂時,確保兩個輪轂的爪子端面與鑲件端面共面。(圖2)
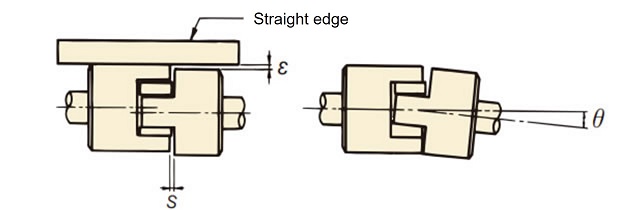
- (5)此時,透過設定 S 尺寸(表 6)來校正不對中角(角度誤差),使其在圓週上均勻分佈,如圖 3 所示。允許的不對中角(角度誤差)θ 請參閱表 6。
- (6) 另外,如圖3所示,請使直邊接觸輪轂外周,另外在相距約90°的2處使其在表6的ε值以下。鑲件的使用壽命受對齊精度的影響很大。
圖2
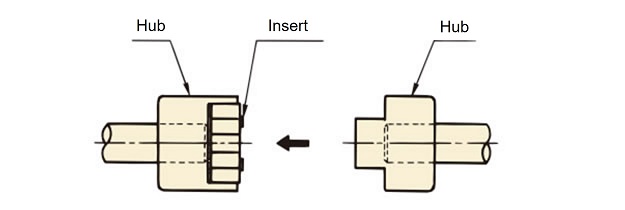
圖3.定點陣圖
| 尺寸 | 燒結輪轂 | L035 | L050 | L070 | L075 | L090 | L095 | L099 | L100 | L110 | L150 | L190 | L225 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 電鍍規格 | L035F | L050F | L070F | L075F | L090F | L095F | L099F | L100F | L110F | L150F | L190F | L225F | |
| 鋁制輪轂 | L050A | L070A | L075A | L090A | L095A | L100A | L110A | ||||||
| 容許偏心ε (mm) | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | |
| 允許角度偏差(角度誤差)(θ°) | S, M款 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| H款 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | |
| S(mm) | 標準尺寸 | 0.6 | 1.9 | 1.7 | 1.7 | 1.7 | 1.7 | 1.7 | 1.9 | 2.3 | 2.0 | 2.3 | 2.3 |
| Endplay (軸向位移) | ±0.3 | ±0.5 | ±0.5 | ±0.5 | ±0.5 | ±0.5 | ±0.5 | ±0.7 | ±0.7 | ±0.7 | ±1.0 | ±1.0 | |
※鋁制輪轂款式也可用於M型、H型,傳遞扭矩與S型相同。
- (7) 旋轉速度超過2000r/m時,ε和θ的值推薦為表6的一半以下。
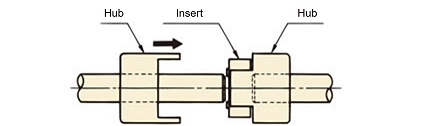
- (8) 另一種安裝順序是在軸上移動兩個輪轂,使爪端面與鑲件端面共面,如圖4所示。對中的方法與 (5)、(6) 相同。對中後,請用右表 (表7) 的擰緊扭矩擰緊2處固定螺絲。
- (9) 為了防止固定螺絲松動,建議使用金屬用粘合劑。
(推薦黏著劑:LockTite 262)
圖4
| 固定螺絲 尺寸 |
M3 | M4 | M5 | M6 | M8 | M10 | M12 |
|---|---|---|---|---|---|---|---|
| 擰緊扭矩 N・m{kgf・m} |
0.78 {0.08} |
1.86 {0.19} |
3.63 {0.37} |
6.66 {0.68} |
16.2 {1.65} |
29.4 {3.0 } |
54.9 {5.6 } |
孔加工輪轂
1.安裝前的確認
- (1) 輪轂現貨上標有軸孔徑、鍵的種類(J:新JIS鍵普通型,E:舊JIS鍵2種),請根據訂購的尺寸確認軸孔徑、鍵的種類。
- (2) 附帶2個固定螺絲。
- (3) 軸孔直徑Φ11以下沒有鍵槽,因此使用2個固定螺絲進行安裝。
- (4) 請確認安裝輪轂的軸徑公差是否符合表8的推薦公差。
| 配合 | 配合 | 配合 | |||
|---|---|---|---|---|---|
| 軸公差 | 孔公差 | 軸公差 | 孔公差 | 軸公差 | 孔公差 |
| h6 h7 |
H7 | j6 j7 |
G7 | k6 k7 |
+ 0.040 + 0.015 |
2.安裝
請參閱上文安裝底孔零件的部分。
3.使用環境
- ·請盡量在通風良好的灰塵和濕氣少的地方使用。
- ·請避免在有腐蝕性液體或氣體的場所、易燃易爆的場所使用。
- ·請避免在室外使用。
4.檢查
實際運作 1-2 小時後,重新檢查赤緯(角度誤差)和偏心率(平行誤差)。
此外,請定期 (例如,每半年到一年) 檢查部件異常和鑲件磨損情況。
鑲件是消耗品。請定期更換。
