技術資料機械式過載保護機器
過負荷扭矩保護装置TGB 現貨供應
1.設置行程扭矩
- (1)出廠時,所有過負荷扭矩保護装置裝置扭力扳手均設定為最小扭力點。請確保扭力指示器指向零位。
(請參考圖示了解各尺寸詳情。) - (2)對於TGB70~130,請擰松3個調節螺栓的防松六角螺母。(TGB08~50可以直接轉動調節螺母。)
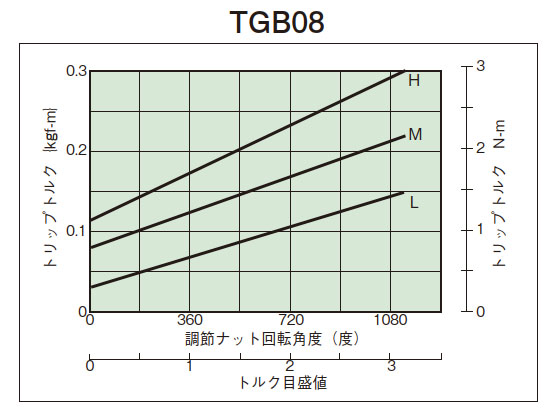
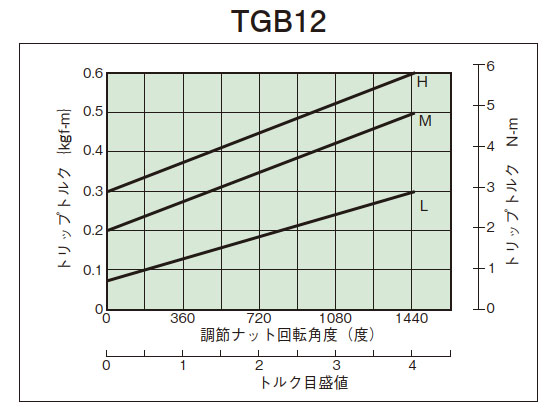
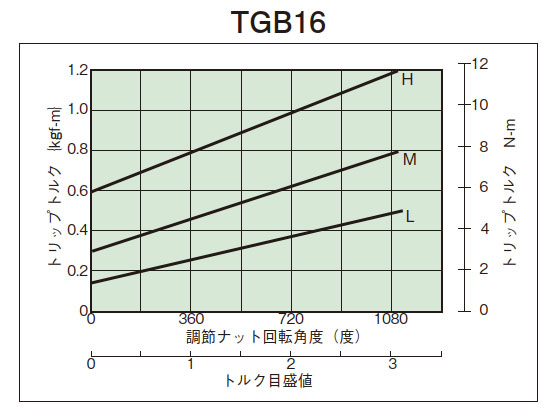
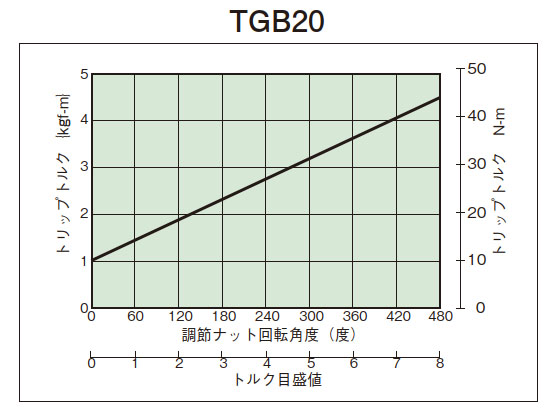
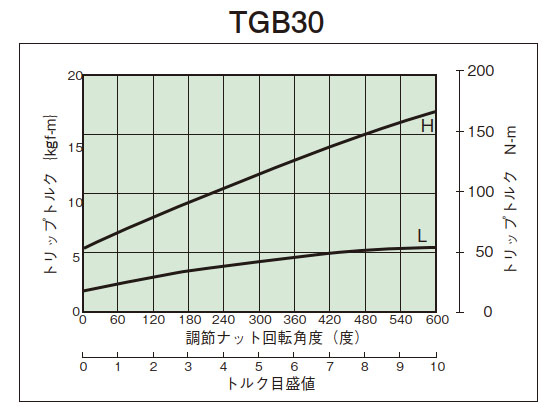
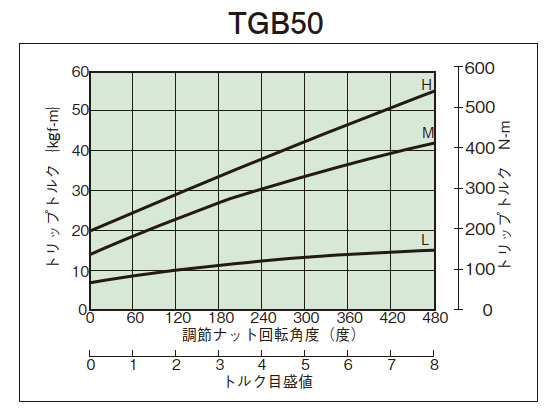
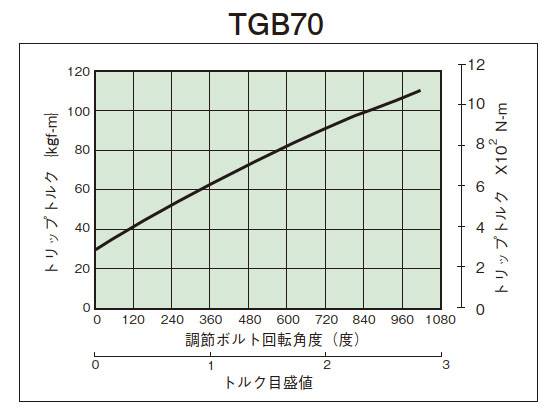
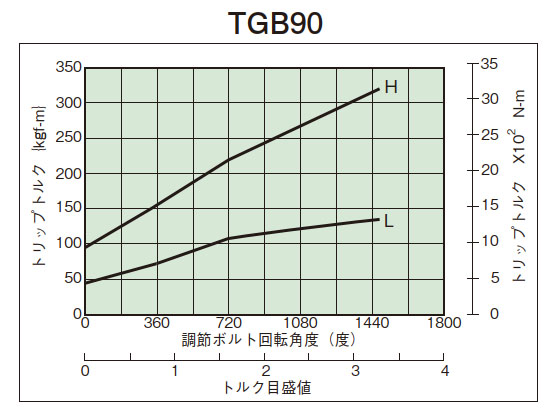
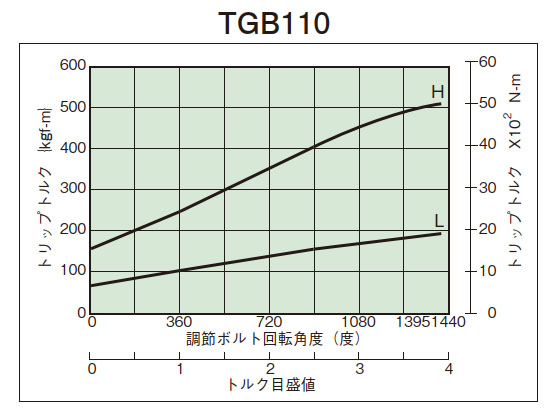
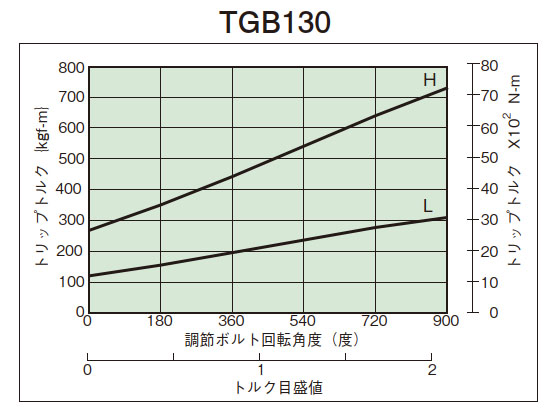
- (3)請從擰緊量-扭矩相關圖 (下圖) 中讀取並擰緊相當於預先確定的跳轉扭矩的調節螺母 (螺栓) 的擰緊角度。最初,請將跳轉扭矩固定在從相關圖中讀取的緊固值的60°左右前,安裝到機器上進行跳轉測試,依次進行擰緊,設置為最佳的跳轉扭矩。產品的跳轉扭矩與下面的擰緊量-扭矩相關圖不一定一衹,請作為參考使用。
- (4)對於TGB20~50,請擰緊1個鎖定螺釘以防止調節螺母松動。擰緊六角螺母以防止TGB70~130松動。
(TGB08~16在調節螺母上進行了塗層處理,防止松動。) - (5)請勿將調節螺母 (螺栓) 旋轉到扭矩刻度的最大值以上。跳閘時碟形彈簧沒有多余的撓曲,變為鎖定狀態。(TGB08~16為螺旋彈簧)
2.擰緊量-扭矩相關圖
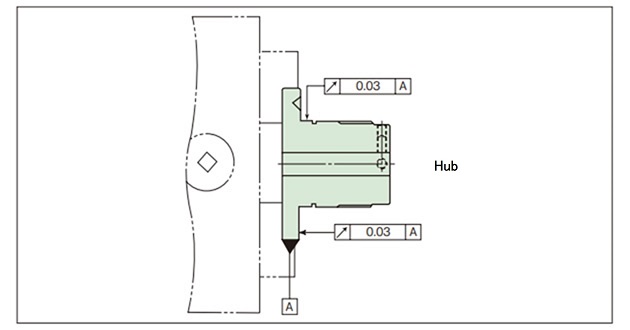
3.軸孔加工
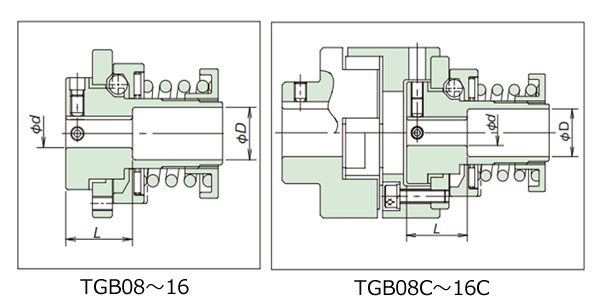
TGB08~16
·輪轂的材質是鐵係燒結合金,進行了表面硬化處理。
- (1)請擰松調節螺母,拆卸所有零件。此時,請註意各部件不要被灰塵或灰塵弄臟。
- (2)請固定輪轂的法蘭部外徑,並在輪轂部分對齊。輪轂材質為鐵係燒合金,表面已硬化處理,切削用刀具推薦使用超硬材料(JIS符號9-20, K-01)。
- (3)鍵槽加工請在固定螺絲用絲錐的正下方進行。
- (4)軸孔加工後重新組裝時,請在驅動球和推力軸承上塗抹潤滑脂。
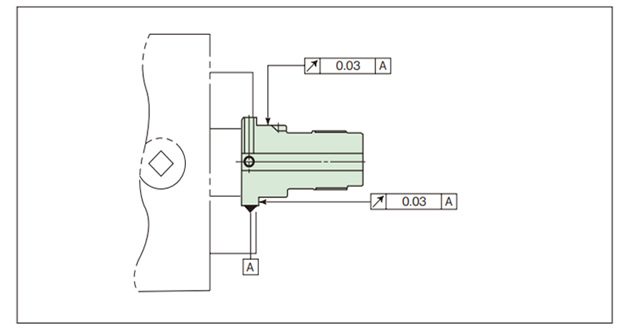
- (5)關於軸孔加工,請參照下表及下圖進行階梯式加工。
| 型號 | 軸孔直徑 Φd mm |
軸孔加工長度 L mm |
鉚釘直徑 ΦD mm |
|---|---|---|---|
| TGB08 TGB08-C |
Φ6以上Φ8以下 | 20 | Φ11 |
| TGB12 TGB12-C |
Φ7以上Φ10以下 | 20 | Φ15 |
| Φ10以上Φ12以下 | 30 | ||
| Φ12 | 全長 | 不需要 | |
| TGB16 TGB16-C |
Φ8以上Φ10以下 | 20 | Φ15 |
| Φ10以上Φ12以下 | 30 | ||
| Φ12以上Φ16以下 | 全長 | 不需要 |
TGB20~130
·輪轂經過調質處理。
- (1)請擰松調節螺母,拆卸所有零件。
請取下皺褶,並取下中央鋼板。此時,請註意各部件不要被灰塵或灰塵弄臟。 - (2)請固定輪轂的法蘭部外徑,並在輪轂部分對齊。
- (3)固定螺絲用的攻絲加工請在鍵槽上和90°位置2處進行。
- (4)軸孔加工後重新組裝時,請在驅動球和推力軸承上塗抹潤滑脂。
4.復歸
由於這是自動復帰系統,只需重新啟動驅動端(例如馬達),它就會自動重置。
- (1)如果過負荷扭矩保護装置因過載而跳閘,則停止旋轉並消除過載的原因。
- (2)重設時,將輸入轉速設定為 50 r/min或更低,或透過微調馬達來重設(重新嚙合)齒輪。
⚠請勿用手轉動本體或軸來重置過負荷扭矩保護装置,因為這很危險。
- (3)當擊球入袋時,您會聽到「喀噠」一聲。
