技術資料機械式過載保護機器
扭力保持器TFK 處理
操作1
- 1. 所有扭力保持器出廠時均已預留底孔。拆卸後請鑽出軸孔。有關鑽軸孔的詳細信息,請點擊此處查看。
- 2. 拆卸兩個或多個扭力保持器時,請注意不要互換零件。重新組裝時,請務必使用與出廠時相同的零件。如果零件互換,提供的扭矩曲線將與實際滑動扭矩不符。
- 3.在帶齒傳動帶、滾子鏈等卷掛傳動中使用時,請註意不要使其過緊。如果施加超過必要的張力,可能無法獲得穩定的滑動扭矩。
操作2
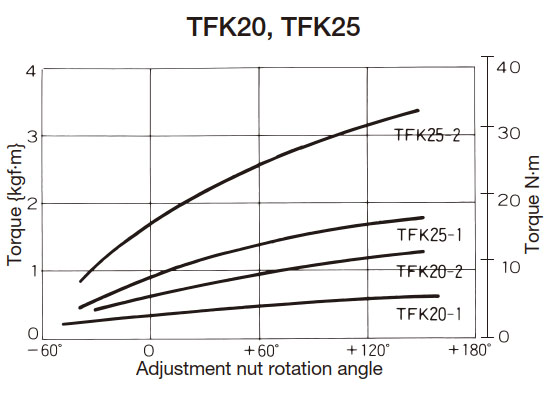
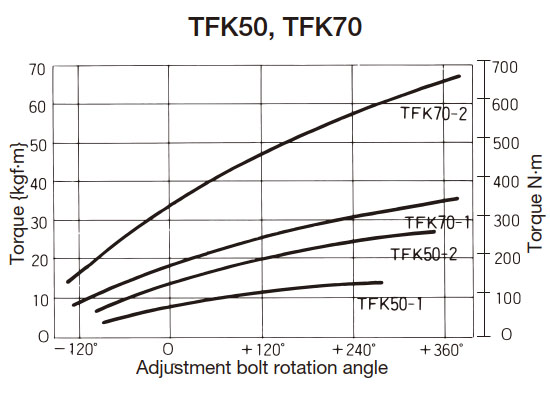
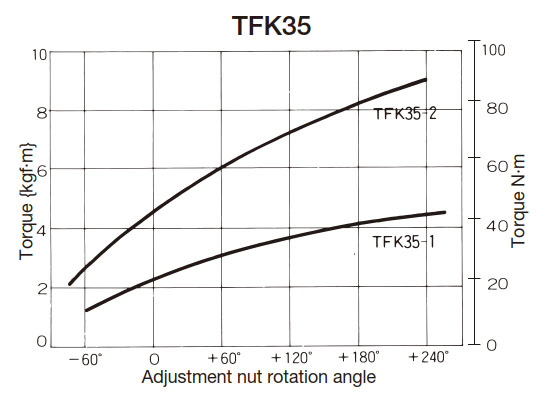
對於扭力保持器的每個型號,扭力設定為設定扭力範圍的 50% 最大值(請參閱產品頁面),扭力曲線隨產品一起出貨。
這個50%扭矩叫做0點,滑動扭矩的設定以這個0點為基準進行。
TFK20、25、35的滑動扭矩的設定請使用市售的懸掛扳手擰緊調節螺母。設定TFK50、70的滑動扭矩時,請使用市售的扳手等擰緊3個調節螺栓。0積分的再現方法請參照以下內容。
設置滑動扭矩
TFK20・25・35
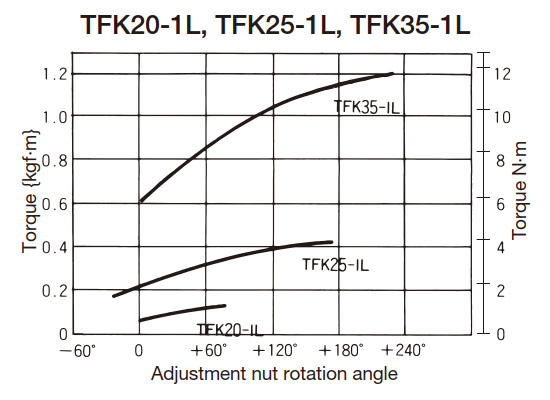
- (1)所需滑動扭矩為0點以上時,請根據主機附帶的扭矩曲線將調節螺母按所需角度擰緊。調節螺母可通過扭矩刻度 (角度顯示) 和配合標記輕松擰緊。
- (2)所需滑動扭矩在0點以下時,請根據主機附帶的扭矩曲線將調節螺母擰松至所需角度以上,然後再擰緊至所需角度。
(例)將滑動扭矩設定為0到-30°時。
- 1.將調節螺母從0點擰松到-60°。
- 2.將調節螺母從-60°擰緊至-30°。
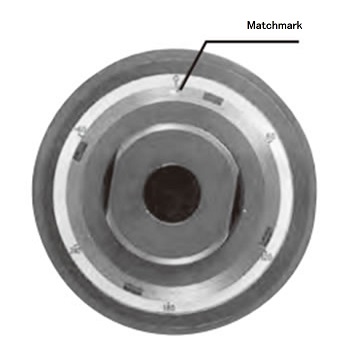
TFK20・25・35扭矩刻度
TFK50・70
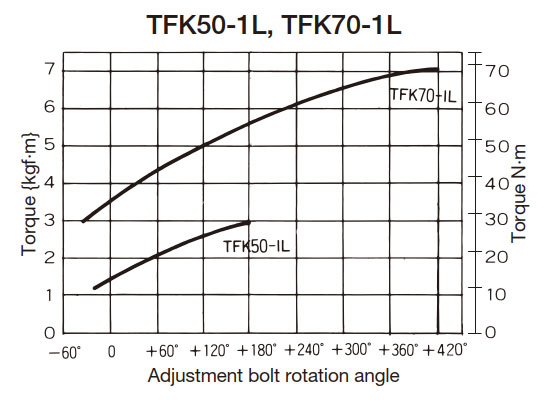
- (1)所需的滑動扭矩為0點以上時,請根據主機附帶的扭矩曲線將3個調節螺栓按所需的角度相應地擰緊。調節螺栓的擰緊可通過扭矩刻度 (角度顯示) 和配合標記簡單進行。
- (2)所需的滑動扭矩為0點以下時,請根據主機附帶的扭矩曲線將3個調節螺栓擰松到所需角度以上,然後再擰緊至所需角度。
(例)將滑動扭矩設定為0到-60°時。
- 1.將調節螺栓從0點擰到-90°。
- 2.將調節螺栓從-90°擰緊至-60°。
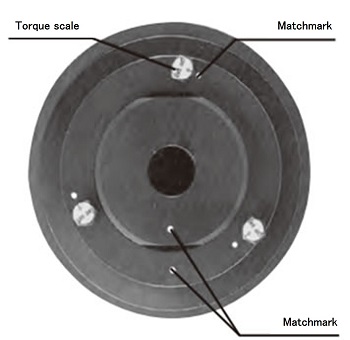
TFK50・70扭矩刻度
(注意)首次設定扭力保持器或在使用過程中更改滑動扭矩設定時,建議先運行設備 2 至 3 分鐘,以獲得更穩定的滑動扭矩。根據要設定的滑動扭矩,應按以下步驟進行磨合:
(1)在0點以下的滑動扭矩下使用時。
- 1.以0點扭矩進行2~3分鐘的平穩運行。
- 2.請按照上述要領進行滑動扭矩的設定後,進入正式運行。
(2)在0點以上的滑動扭矩下使用時。
- 1.按照上述要領進行滑動扭矩的設定。
- 2.進行2~3分鐘的平穩運行。
- 3.將螺母或螺栓復位到0點。
- 4.請再次設定滑動扭矩後再進入正式運行。
扭矩曲線(聯軸器類型通用)
弱彈簧規格
標準彈簧規格{}為參考值。
如何重現0點
軸孔加工後的再組裝時,請按以下要領進行。
TFK20・25・35
- 1.重新組裝時,請將扭矩刻度0對準輪轂的帶孔固定螺絲 (此處的產品編號 (8) ) 的位置進行組裝。(請註意不要顛倒180°。)
- 2.請用手擰緊調節螺母,然後用掛式扳手擰緊調節螺母,直到調節螺母的配合標記到達扭矩刻度的0位置。
TFK50・70
- 1.請擰緊調節螺母,使調節螺母與輪轂的配合標記對準。
- 2.請用手擰緊調節螺栓,再用扳手、扳手等擰緊,直到轉矩刻度的0到達對標記的位置。
- 註)1.扭矩曲線的刻度0表示最大扭矩的50%。
- 註)2.各扭矩曲線為典型示例。實際使用時,請參照主機附帶的扭矩曲線。
